Malt Crush: Getting Nerdy with your Mill


Milling is one of those things that all grain brewers fret over at some point. Mills can be finicky, get stuck, wear out, yet they can be a key to adding consistency in the brew house. Still we fiddle with the gap looking for that perfect setting. The internet is full of home brewer complaints about inconsistent results from pre-crushed grains, usually from some home-brew shop that puts a LOT of grain through their mill. The more people who touch the mill - the higher the chance something will change, resulting in frustrated brewers frantic to unstick a mash or wondering why their gravity is 10 points low.

There are many options available to the home brewer, from a Corona mill, to a more standard 2-roller and 3-roller mills with various roller sizes, hoppers and drive requirements. Monster Mill and Barley Crusher are good choices, nearly indestructible and popular with home brewers. The choice depends on your budget, system requirements (especially lautering) and any degree of automation you may wish to add. I used a Monster Mill 2 for many years until I burned out a cheap electric drill. As readers of Accidentalis may recall, I upgraded about a year ago to a direct-drive 180 RPM PowerGrinder from All American Ale Works with a Monster Mill 3 Pro with hardened rollers, looking for more consistent crush, and a particularly good crush with complete husk retention. The motor eliminates variability in speed and torque.

Minding the Gap
The 'gap' between the rollers determines the rate of crush, and brewers are looking to find a good balance between good extract and good lautering ability. The right crush is ENTIRELY dependent on your brewing system - a BIAB brewer maybe able to crush to powder with good results, where a RIMS brewer will likely need coarse grits for great circulation speed and an easy sparge, preventing a pump from siphoning the malt bed into concrete. So when you read on your favorite home brewing forum that you should "Crush until you are scared and keep going", do so skeptically. Rather, set the mill in a way that completely breaks the malt into small pieces, while retaining the hulls as intact as possible. Corona and two-roller mills tend to tear and break husks, where 3-roller mills attempt to shear the husks off whole and then break up the endosperm. Your system capabilities will dictate your needs. Most common BIAB and batch sparging systems (rectangular cooler tuns with braids or manifolds) allow you to mill fairly fine. The result is increased mash efficiency, faster conversion, and a quicker mash pH stabilization, but may not lauter well with some tun configurations. With my Brew-Magic and Grainfather systems, a reasonably coarse mill setting still allows for good efficiency, full wort circulation during mash, and excellent lautering behavior.

Malts
The malt quality also has an impact, usually based on the average kernel size. High quality malts will usually have a larger fat to thin ratio of kernel sizes. Fatter kernels crush more completely than thin kernels that might just crack or simply pass through the mill. If your baseline is normal American 2-Row Pale Malt, you might see a big jump in efficiency with Marris Otter or continental base malts, just because the kernels are plumper. A brewer needs to be aware of this effect and mill appropriately. In some cases, such as with rye or wheat malt, you may want to change the mill setting to get a good grind. So to be clear, there is a direct correlation between grit size, efficiency, and ease of lauter.
My coarse crush leans toward the lauter vector, but I still get good extract efficiency through careful technique (read the manual for your system and follow the instructions!) and proper mash pH. I am not going to give a mash efficiency number, because this is not a race and my number should NOT mean much to you. That number is simply a CONSISTENT value that allows me to build recipes and target the right amounts of sugars for my wort. The more consistently I hit this mark - the more confident I am in my brewing.
Warning: Many texts implicate over-crushing for tannin, astringency and harshness in finished beer. While I do not personally hold to this belief at the home brewer level, it makes sense that shredded and damaged husks MAY increase silica and polyphenol extraction in the wort which can create off flavors and problematic mouthfeel. Proper mash temperatures and mash pH management, as well as good sparge technique will decrease these risks. YMMV.
The Good Crush
Generally speaking, a good crush fully breaks up the endosperm into small pieces, while retaining the husk material as intact as possible, generating very little flour. There are all kinds of discussions and photos that help to illustrate on the internet. You can easily see and feel the crush, getting a sense of the ratio of large pieces to small pieces to the flour in the bottom of the mill bucket.
The ASBC has testing standards that separate particles into 4 sizes, with percentage recommendations for commercial systems. Brewers can purchase specific graduated sieves that nest, featuring a mesh filter that gets finer for each sieve, and a pan to collect the finest flour. Brewers can then analyze their mill setting for large, medium, small particles as well as flour, as a percentage of the whole. These numbers are useful to match grit sizes between batches or different malt choices, or simply resetting after mill cleaning and maintenance.
A standard brew house design would usually prefer the total volume toward large particles with dramatically lower volumes of small grits and flour. A very large brew house, such as one might find at Budweiser, may actually want nearly complete flour, with complete removal of husk material. You may be able to borrow sieves from a brewery or large home-brew club, and use them to set a standard for your personal brew house, and a measurement to match should the mill need to be serviced or gap reset.

Because I set the gap and committed to not changing it - I will occasionally double mill malt. When putting a malt bill together, small or thin kernel malts benefit from milling separately from the base malt. This allows you to determine how good the specific malt crush is before mixing it into the base malts. I find this works well for hard wheat malts (huskless), rye and other grains. Double crushing will not obliterate malt, a risk if you keep closing the gap, but it may increase the flour fraction.
Wet Milling or Malt Conditioning
Many larger breweries 'wet mill' - introducing a fine mist of water during the milling process that reduces dust expulsion and helps the crushed malt to clump slightly, easing a trip through an augur. This also helps to keep down risks of explosion from static reacting with dust and oxygen mixtures (a common problem with grain silos in agriculture), but also has been rumored to increase extraction and enhance enzymatic activity. I cannot find any direct papers on either topic at the professional scale, but will keep looking.
Wet milling should really be considered 'slightly damp' milling as the malt seems to take up most of the water that is sprayed on it. This is different than the use of a malt hydrator that sprays strike water across the incoming grist during grain in. Some systems bring the augur right into the hydrator - resulting in a malt slurry.

At the home brewer level, "Malt Conditioning" has become somewhat popular. In this process, the brewer gathers the required malts and mists lightly with a water bottle. One should mist the top of the grain until it is wet, then stir it into remaining malts until the moisture has been absorbed. This is repeated as needed - but never taken to a point where the malt is soggy or excessively wet. This should utilize between 1-2% water by weight. You can use hot water, which seems to be taken up by the husk more quickly.
Often it is useful to let this sit for a short period of time so that the moisture is further distributed and the husks are more pliable. Then the malt is milled as normal. (Hint: Hold back about 1 pound of dry base malt to run after the moist malt to clean up the rollers if needed) Usually, this method results in larger intact pieces, and reduces shredding of the hulls considerably. Conditioning can also allow for a tighter mill setting, resulting in slightly higher efficiency without impacting lauter ability. I found that with my two-roller mill, conditioning helped considerably to increase circulation rates without compacting and sticking my mash.


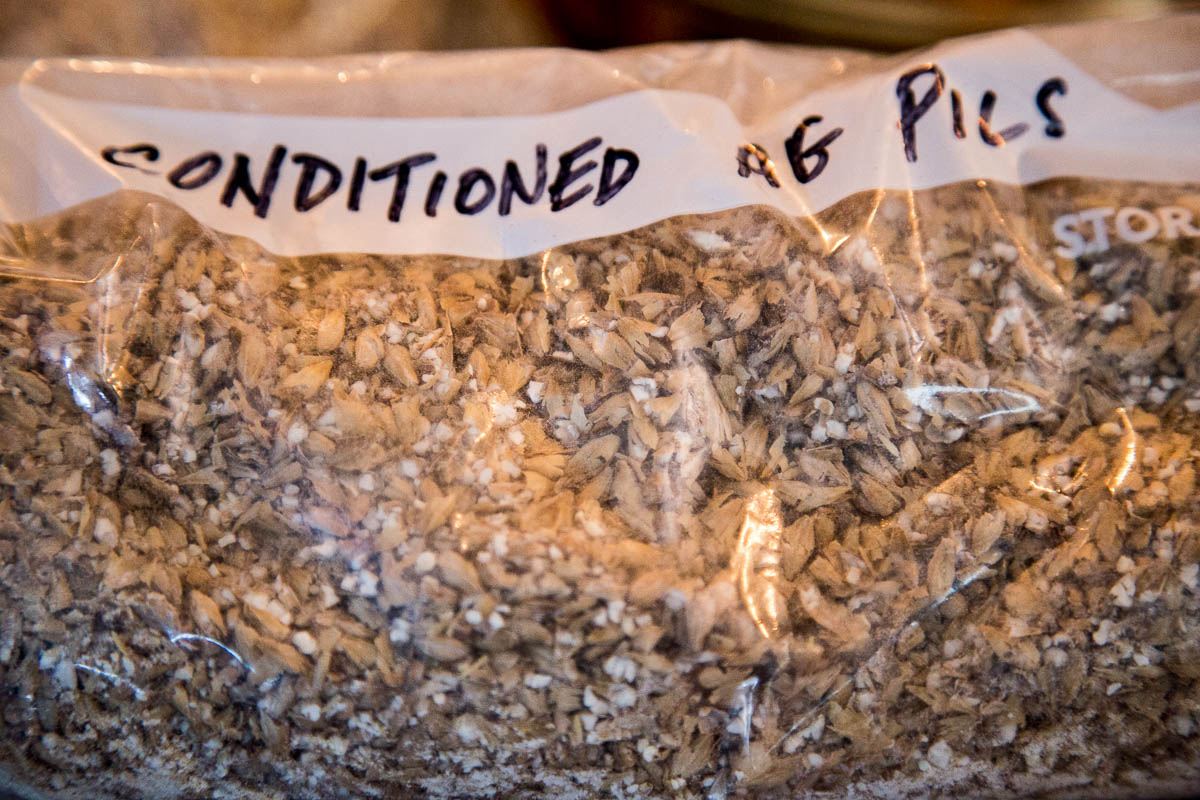
I had not conditioned malts with the MM-3 because I haven't seen the need. With a coarse grind and intact hulls, I get excellent efficiency and lauterability. But a friend who built an identical mill was having serious problems with stuck and slow mashes, so we tried conditioning a batch. His results were immediately improved and I wondered if my system would benefit as well. As the photos above show, the difference appears subtle, but the primary difference is the condition of the malt husks.
For my Brew-Magic V350 readers, I have set the gap on my MM-3 to 0.055". This provides a nearly identical visual crush to my old MM-2 set to 0.035" which needed the occasional addition of a handful of rice hulls. When graining in - make sure the pump is not running and the mash return valve (valve 4) is closed. I grain into measured, pre-heated, and mineral-treated strike water in the mash tun, stir vigorously until the foam starts to dissipate (usually 5-10 minutes), and then start the mash period. Start the pump with a very slow flow rate, with valve 4 fully open, and valve 5 barely open, restricting the initial flow to a trickle. Slowly open valve 5 until a slight circulation forms, and open the valve fully over the next 5-10 minutes watching to make sure the mash doesn't stick. The pictures above show malt crush that work very well for the Brew-Magic. Your mash should compact only slightly with this method and allow for full speed circulation and an easy fly sparge.
Test and Measurement
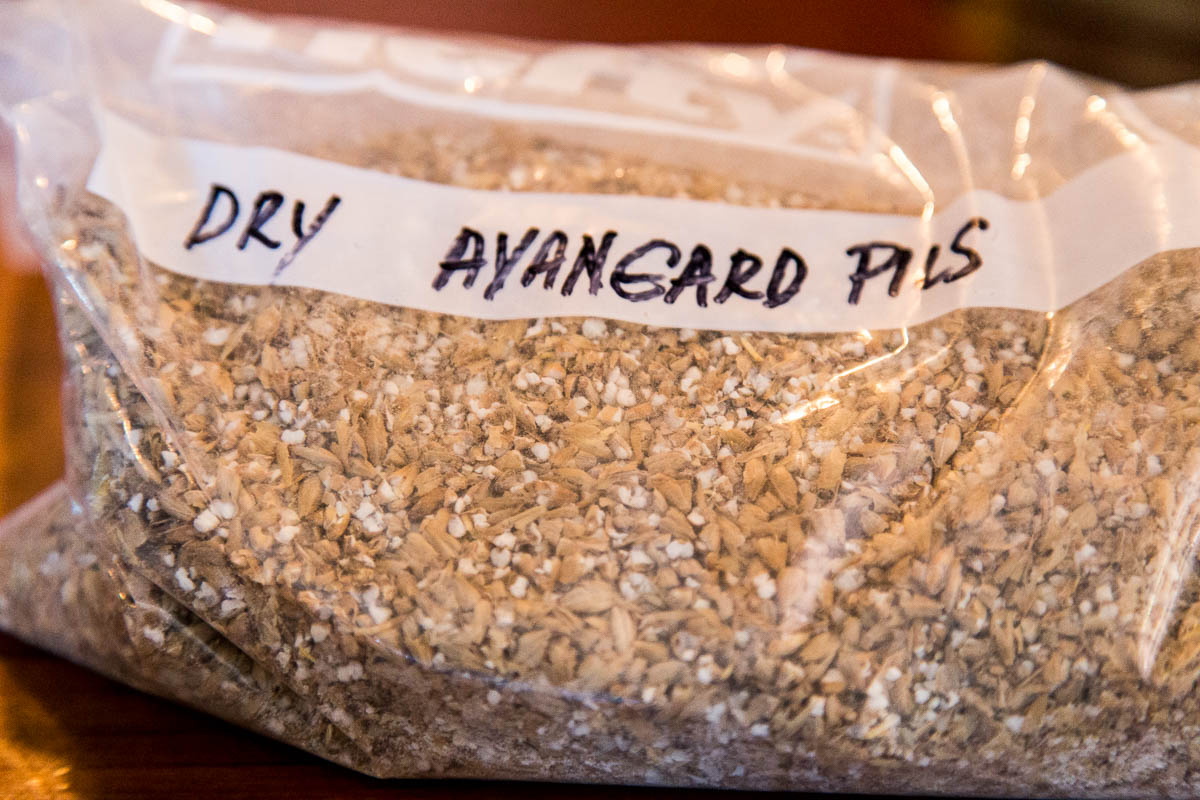
I verified that my mill gap was as large as possible and consistent across all ends of the roller. Mine measures out to 0.055" and is the widest setting on the MM-3. I then measured out two one-pound batches of base malt. In this case, I used Avangard Pilsener Malt as it was handy and fairly standard to the kinds of malts I use. One pound was misted with RO water, about 5 total pumps, then mixed until the batch no longer felt moist and had a leathery texture. The second one pound batch was left dry. I ran the 'wet' batch first and collected the entire grist into a bag. I then milled the dry batch and collected in a separate bag. There were subtle differences visually, until you looked more closely at the husks and grits.
The wet or conditioned malt had entire and intact malt husks where the dry malt had somewhat intact husks, but there were more torn and shattered bits. By eye, it appeared that the dry malt had created more dusty flour, and everything in the bag seemed slightly coated. The conditioned malt showed less flour, or at least, if the flour stuck to something, it hydrated. Otherwise, natural separation in the zip lock bags showed both had a few tablespoons of flour and an otherwise "coarse" mealy appearance.
My favorite brewery offered to allow me to use their malt sieves after a discussion about crush. They use a large commercial two-roller Schmidling mill with an augur and grist case. So I grabbed a beer and laid the bags in front of me to think things over. The brewers came by - and immediately pointed to the dry milled grains as really close to their ideal crush. I was surprised, and they looked at the conditioned malt, opened the bag and realized that whole husks remained. In the bag, it appeared like uncrushed malt. They were confused by it.
They brought out the sieves and a scale and talked me through the procedure. Stack the filters from coarse to fine onto the catch pan. Add in a small, but representative, homogenous sample and shake. Shake a long time, randomly, for at least 20 minutes. Apparently many breweries that bother to have sieves as part of their lab use a shaker or orbital table. This eliminates differences based on shaking by hand... and I decided to just shake for 10 minutes. Each batch of malt was shaken and slid between hands for 10 minutes each, measuring the total residual weights in each filter and finally the flour pan. Doing this at a brewery after the lunch crowd drew a few funny looks. My Downtown Joes t-shirt is a nod to another nerdy brewer - Colin Kaminsky. He would be proud of the white streaks of malt flour that coated the front.














The results were, well, surprising and frankly opposite of expectations based on conditioned malt user feedback.
| Conditioned Sample | weight in grams | total percentage weight |
| 1.4 mm mesh | 298 | 67% |
| 0.60 mm mesh | 69 | 16% |
| 0.25 mm mesh | 38 | 9% |
| flour tray | 40 | 9% |
| Totals: | 445 | 100% |
| Dry Sample | ||
| 1.4 mm mesh | 345 | 75% |
| 0.60 mm mesh | 66 | 14% |
| 0.25 mm mesh | 30 | 7% |
| flour tray | 18 | 4% |
| Totals: | 459 | 100% |
What I didn't expect? There was nearly double the amount of fine flour and slightly more small grits in the 0.25 filter with the Conditioned Sample, which, if the common wisdom is accepted should have yielded far less flour. If we accept that finer yields higher efficiency, then the Conditioned Sample may be better for mash efficiency, and combined with more complete husk material, should lauter really well. Interestingly, the hulls weigh nearly nothing yet visually the Conditioned Sample 1.4 mm fraction looked much larger, but the weight was much lower. The Dry Sample yielded a higher 1.4 mm sample weight, but the husks were broken and retained portions of the endosperm and yielding half of the flour of the Conditioned Sample! Conditioning clearly yielded a more complete crush, more completely exposing the starches.
The Conditioned Sample works equally well to my Dry Sample in the mash, leaving me to wonder if the few minutes of conditioning are really worth the effort. In the case of simplicity, probably not. Compared to the brewery settings, the Dry Sample was nearly identical to the brewery's numbers and visually the same.
After brewing identical batches, but with the second with Conditioned Malt, the final extract was nearly the same and within a small error margin. I just am not convinced there is that much difference in extraction between the two techniques, but lautering ran faster and easier with the Conditioned Malt; with a coarse crush and on my RIMS based system.
Learn More about Milling
- http://brewlikeapro.net/maltmilling.html
- http://beerandwinejournal.com/malt-sieves/
- 2014 AHA Presentation - How Good is Your Grist?
- Practical Milling for the Craft Brewer - Briess, Powerpoint
- Efficiency: Understanding and troubleshooting - Pricelessbrewing
Advice
A malt mill is a great investment for any serious home brewer. It might take a few brews to dial it in, but once you have it set right, you shouldn't need to mess with it further. I really believe that you get what you pay for - so look for really high quality rollers and good customer feedback. I have been very happy with Monster, but hear equally great things about Barley Crusher which tends to be less costly. I would avoid a corona mill unless it is your only option based on budget, as the shearing/cutting action aggressively shreds the husks.
Know and understand the requirements and limitations of your brewing system. Use this knowledge to choose the right solution for you. Plan to use up some old malts in setting it up and use a quality set of feeler gauges. Learn to mill at the slowest speed, if using a hand drill, and be as consistent as possible. Check the gap before and after milling to determine if the rollers are moving. Use a paint brush to 'dust' off the rollers and hopper between uses.
It is hard to give good advice beyond a nebulous "look at this photo" comparison. As usual, you should do what works best for you and your system requirements. BIAB'ers should be able to mill fairly finely - tightening the gap till somewhere in the 80% mash efficiency range or higher. Most cooler mash and batch sparge folk may need a middle ground, not all flour, but a good fine crush. Malt conditioning may really help here - tightening up the gap while leaving more intact husks. If you use a RIMS or HERMS system or circulate the wort during mash, consider a very coarse grind to allow good flow.
In all cases, do NOT ignore water chemistry and manage your mash pH appropriately. Crush size impacts the speed of hydration and the release of minerals and enzymes, so expect that a more coarse grit size will take a few minutes longer to stabilize mash pH. In my experience, 20-25 minutes is generally when I expect to level out to my desired mash pH, and usually right around 30 minutes of circulation to show conversion - compared to fine crushes that can convert completely in 5-10 minutes.